











กระบวนการผลิต







การตรวจสอบ
เราติดตั้งอุปกรณ์ตรวจสอบครบชุดสำหรับเฟืองทรงกระบอกชนิดต่างๆ เช่น หกเหลี่ยม ,Zeiss 0.9 มม. ,Kinberg CMM, Klingberg CMM , Klingberg P100/p65/p26 GEAR MEASURING CENTER ,Gleason 1500GMM ,เครื่องวัดความหยาบ Marr ของเยอรมนี ,เครื่องวัดความหยาบของโปรไฟล์ ,โปรเจคเตอร์ ,ความยาว เครื่องมือวัด ฯลฯ , คลิงเบิร์ก

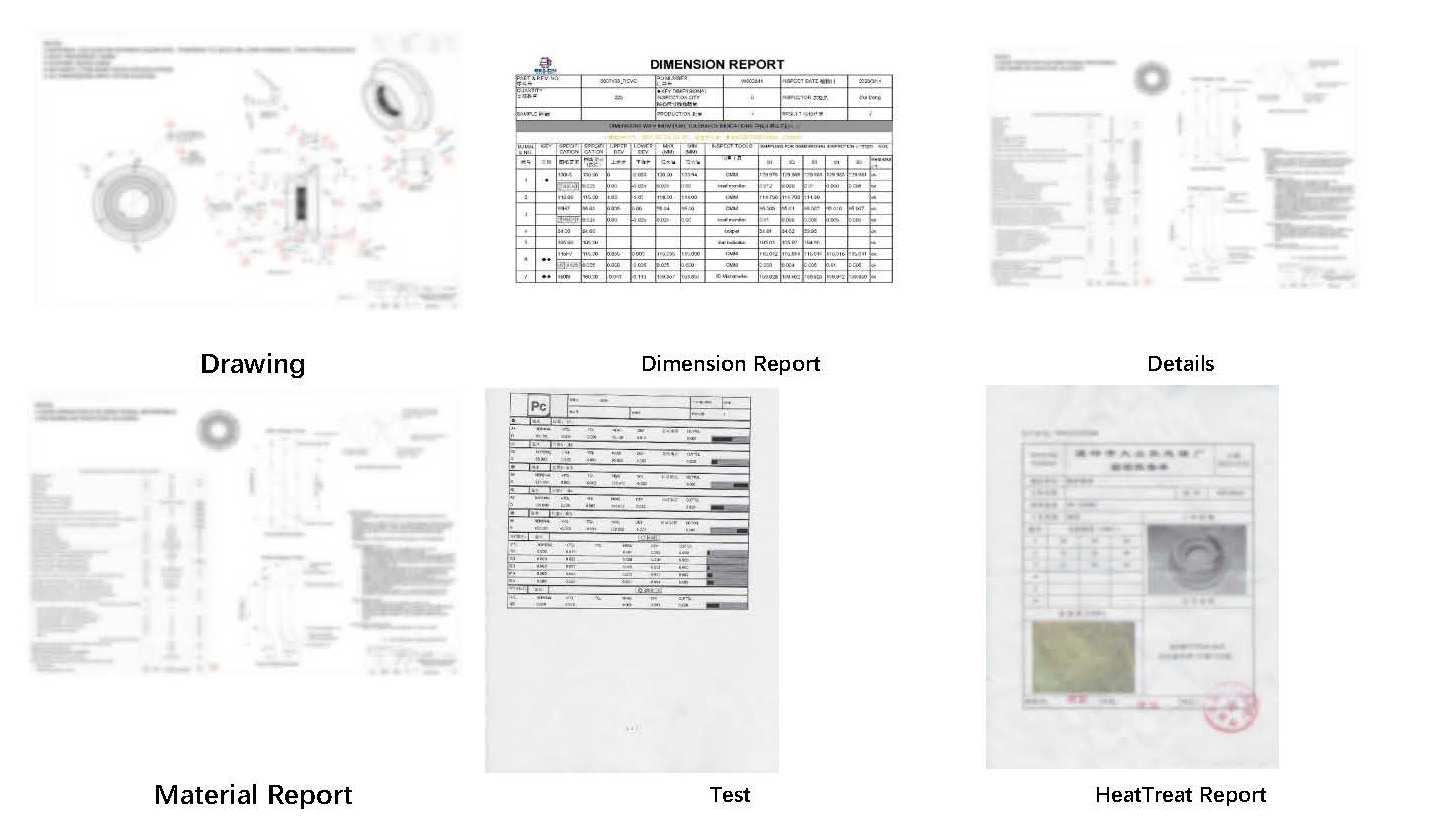
รายงาน
ก่อนการจัดส่งทุกครั้ง เราจะจัดเตรียมรายงานเหล่านี้ให้กับลูกค้าด้านล่างเพื่อตรวจสอบรายละเอียดเพื่อให้แน่ใจว่าทั้งหมดเข้าใจได้ชัดเจนและดีต่อการจัดส่ง
1) การวาดฟอง
2)Dรายงานอิมเมชั่น
3)Hรายงานการกินการรักษาก่อนการรักษาความร้อน
4)Hรายงานการกินการรักษาหลังการรักษาความร้อน
5)Mรายงานทางอากาศ
6)Aรายงานความถูกต้อง
7)Pรูปภาพและวิดีโอทดสอบทั้งหมด เช่น การเบี่ยงเบนหนีศูนย์ , ความเป็นทรงกระบอก ฯลฯ
8) รายงานการทดสอบอื่นๆ ตามความต้องการของลูกค้า เช่น รายงานการตรวจจับข้อบกพร่อง
แพ็คเกจ









